面修正・溝加工(工場での加工)
面修正・溝加工とは

遊離砥粒を用いるラッピング用研磨盤は同じ箇所で研磨を行い続けることで、傾きが生まれ平坦精度が損なわれていきます。
研磨をしていて試料の加工面が一様に研磨されなかったり歪んでしまうような場合は、上記の傾きが原因の可能性が考えられます。
また溝付き研磨盤の溝も同じ用に、研磨を行う度に減っていきます。
こうした場合にはお客様自身で平面度修正用のアタッチメントを用いて面修正を行うか、弊社または弊社の協力工場へお送り頂くことで機械研削を行い、で平坦精度を回復させることが可能です。(溝の再加工に関しましては工場での加工のみとなります。)
面修正・溝加工時に研磨盤破損のリスクに関しましては後述致します。
研磨盤の構成
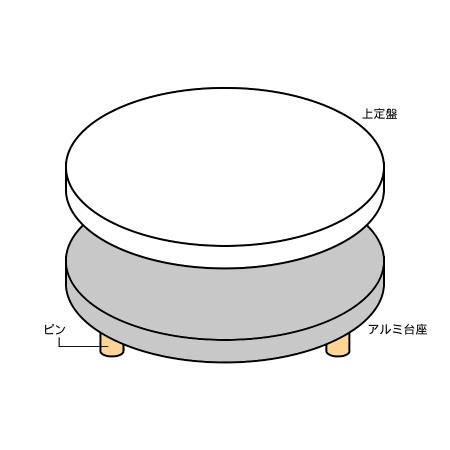
研磨盤は上定盤をアルミ台座にエポキシ接着剤を用いて固定しています。
上定盤に溝加工を行うことで、大きいサイズの試料が研磨盤に貼り付いてしまうのを避ける、研磨剤が溝を伝って盤全体に行き渡るなどの効果があります。
上定盤のアルミ台座接着前の厚さは MF 銅盤の場合ですと
外径 Φ150mm、Φ200mm 上定盤の 8mm 厚、
外径 Φ300mm、Φ381mm 上定盤の 10mm 厚となっています。
溝加工を行う場合は硬い材料の盤(MM 490盤、NL ブルー盤、HP TX盤)で 1.2mm 、柔らかい材料の盤(MF 銅盤、MF プラスチック盤、MF 錫盤)では 1.7mm の溝入れを行います。
上定盤の接着後(溝付き研磨盤の場合は溝加工後)に研磨盤の表面を研削し、上定番の平坦精度を向上させています。
面修正・溝加工が行えないケース



下記のようなケースでは研磨盤の面修正・溝加工を行えない、または面修正・溝加工を行った際に上部の研磨盤とアルミ台座の接着が剥がれてしまう可能性があります。
- 上定盤の厚さが2mm以下の場合(面修正・溝加工不可)
- 上定盤の厚さが3mm以下の場合(溝加工不可)
上部研磨盤の厚さが2mm以下の場合には面修正・溝加工を推奨致しません。工場での機械研削作業中に研磨盤とアルミ台座との接着が剥がれ研磨盤が破損する恐れがあります。
上部研磨盤の厚さが3mm以下の場合には面修正は可能ですが溝加工を推奨致しません。溝の再加工中に研削装置とアルミ台座が干渉し研磨盤が破損する恐れがあります。
面修正・溝加工(工場での加工)については以上です。
技術に関して不明な点などございましたら、お気軽にご連絡ください。
![]()