CMP研磨(液中研磨)
CMPとは



CMP(Chemical Mechanical Polishing: 化学機械研磨)はSi基板の研磨技術を基に発展してきました。
弊社の研磨装置 MAシリーズではケミカル反応に耐える実験室系でのCMP研磨システムとしてツバ付きのポリシング盤を採用しております。
この方式では腐蝕性の研磨剤を装置内を通して排出しないので装置を耐食処理する必要がありません。
少量の噴霧では固まりやすいコロイダルシリカが研磨盤の回転により常に撹拌され固化を防ぎます。
また、研磨盤回転の遠心力により研磨剤中の大きな粒子は研磨盤外周の溝へと沈殿し、細かい粒子を用いての研磨が可能です。
これによって、加工変質層が少なく再現性のある精密研磨が行えます。
具体的にはポリウレタン系のパッドとアルカリ性のコロイダルシリカ、酸性の酸化アルミニウム等の組み合わせで研磨を行います。
CMPによる研磨は極めて微小な研磨傷や加工歪の除去を目的としております。
液中研磨工程の流れ
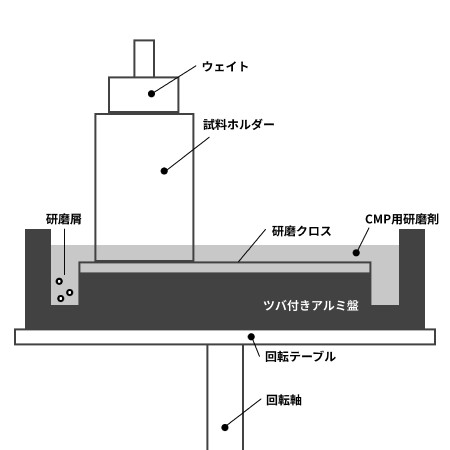
弊社のCMP研磨システムではポリシング用アルミ盤(ツバ付き)を主に使用します。下記に示すのはポリシング用アルミ盤(ツバ付き)とCMP用研磨剤(コロイダルシリカ)を用いた液中研磨の工程です。
- CMP用パッドの貼付け
- CMP用研磨剤の注水
- 試料ホルダーの設置
- タイマーの設定
- 回転数の設定
- CMP研磨の開始
- CMP研磨後の清掃
- 研磨盤・研磨剤の保守
ポリシング用アルミ盤(ツバ付き)にポリウレタン、または発泡ウレタン製ポリシングパッドを貼り付けます。
CMP用研磨剤(コロイダルシリカ)をポリシングパッドに浸る程度に満たします。
試料保持ユニットをセットし、サンプル(CMPの前工程までが完了したもの)が固定された試料ホルダーを所定の位置に設置します。ウェハーチップの研磨の場合はウェイトは通常使用せず治具の貼り付け板の自重のみとします。
タイマーを任意の時間に設定します。タイマー設定時間は目的によって変更します。
研磨盤の回転数を50rpm~80rpm程度に設定します。この際、CMP用研磨剤がアルミ盤のツバから溢れない速度で設定してください。
上記手順が完了したら研磨を開始します。タイマーがカウントアウトし回転が停止したら試料ホルダーを外してください。研磨結果が十分であるかどうかについての判断は光学顕微鏡では難しいレベルなので過去の経験に基づく研磨時間で推測するか、SEMやAFM等で評価判断します。
コロイダルシリカの研磨剤は固まりやすいので研磨を終了すると速やかに水、アセトン、アルコール、水の順で洗浄します。
他に研磨を行わない場合はポリシング用アルミ盤(ツバ付き)に貯まっているCMP用研磨剤をビーカー等へ移し、盤内に水を張り乾燥しないようにラップでカバーをします。ビーカーに注いだCMP用研磨剤もラップでカバーし乾燥や埃の混入を防ぎます。
CMP研磨(液中研磨)の工程は以上です。
技術に関して不明な点などございましたら、お気軽にご連絡ください。
![]()